Sandwiched Composite Aquariums
In early 2006 I was really eager to build a tank again after my last project in 2003. The goal this time wasn’t to build a very large tank, but to test out techniques for a high quality plywood tank at the lowest possible cost.
In this article I describe the building of a 100 liters (26 gal) sump and a 430 liters (114 gal) tank. These were test projects to test out and practice the building techniqe. The "real" tank which is a 1000 liters (265 gal) which will be built in spring 2007.
You may ask what's the point in spending a year developing a 1000 liters tank when I could buy a tank for the same price. Well, I guess tank building has become my thing. I like it, and I want to try out new techniques. I know that there are a lot of people out there dreaming of having a large tank. And I really want to help them! With tanks above 1000 liters self builing is much cheaper and the only option for many. I want to show that you don't need to use the most expensive resin out there (epoxy) to build aquariums. You can use polyester which has been used for decades in the boat industry and costs far less. So I hope this article can help somebody else with their dream!
"The tank is only a small part of the cost", some say.
"What other
part is bigger?", I wonder.

Tank from 2003. Max size at lowest price was the philosophy back then. Read the article..

Tank from 2006. Smaller, but great quality.
It cracks without fiberglass.
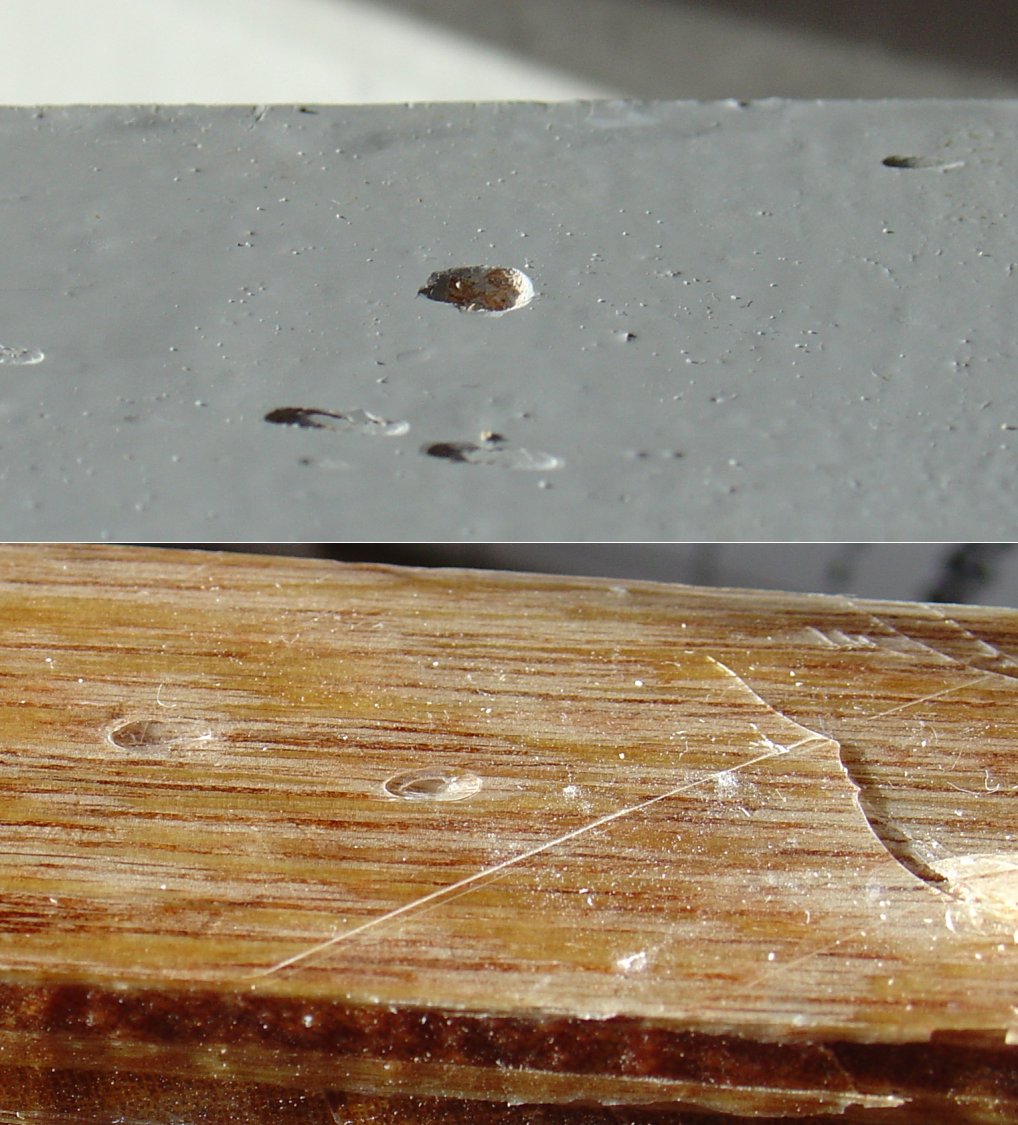
After some experimenting with epoxy on plywood it becaume clear to me that a thin layer of epoxy to seal the plywood was extremely vulnerable to dents. One such dent is enough to ruin the tank. Article..
The first question with plywood is how to seal it. There are various techniques, but they all boil down to coating it with some sort of plastic. One thing is sure, painting it is not enough, no matter how strong the paint is. I have tested this and explained it in an earlier article. Among hobbyists, epoxy reinforced with fiberglass is a safe bet, and has given many a good tank. The problem is that epoxy is painfully expensive, and one must use a more expensive type of reinforcement. So I really wanted to use polyester instead of epoxy as a laminating resin. Then I found out that I should also coat the outside of the plywood since the tank could suffer dents from sharp objects during a long life. And since even the smallest hole in the outer layers can ruin a plywood tank I couldn’t call it a high quality product without fiberglass on the outside too. Then I thought: "Why only one layer of fiberglass? It’s cheap anyway, maybe I should put 2 layers on." Suddenly It dawned on me that I wasn’t really making a plywood tank at all, but a fiberglass tank with a core of plywood. Sandwiched construction has been popular for ages in boat building.
Sandwiching

The concept behind an I-beam is to get stiffnes with as little material as possible. A tall beam with much material at the top and bottom is best. Spacing apart two layers of laminate with a porous material is similar to the beam, in that it also creates thickness, and places the strong parts at the edges where they are needed.
When builing larger vessels one of the major issues is how to get the hull stiff enough.
A popular technique is to use a "sandwiched" construction. The idea is very simple: 2 layers of thin
composite material with a thick layer of some softer core material in between. The result is a thick,
stiff wall. The reason for using the core material is to get thickness with as little as possible extra cost
and weight. Thickness gives stiffness. Stiffness is very
important for both boats and aquariums. So I decided to use reinforced polyester on the outside of
the tank too, to get a stiffer structure. The wood would be the filler material "baked" into the plastic laminate.
A few links about composites and sandwiching:
Advantages to sandwiched composite tanks:
-
Cost scales very well with tank size.
Makes cheap tanks of any size possible. Arguments like "you can't build plywood tanks larger than this and that size" are just silly ideas from people who haven't given it any thought.
-
Very strong durable tank.
A glass bottom is a nerve straining design weakness. You avoid that with these tanks.
-
Design freedom.
Shape the tank any way you want. Make it taller than the water level to avoid salt creep and moisture. Drill holes anywhere you want. Make room under the glass window to get more volume or room for a deep sand bed.
Disadvantages:
-
A lot of work to build.
Takes a lot of time. Needs careful planning. Many different materials involved. Saw dust, sanding dust and toxic fumes will be present during construction.
- Not cheap for small tanks.
Simple whole glass or acrylics tanks are still king for smaller projects.
Construction

There are 4 steps involved:
-
Carpentry.
Building the plywood box.
-
Laminating.
Laying fiberglass in polyester resin.
-
Surface treatment.
Sanding, smoothing, painting.
-
Glass work.
Inserting glass sheets.

This place was almost perfect. Dry, well lit, clean. But there was much too little ventilation. The styrene fumes from the polyester became a big problem and reached the rest of the building.
Before you start
Building a tank like this could take weeks if not months. I used several months on the 430 liters tank. Having a good work space means a lot. It should be dry, well lit and very well ventilated.
I installed a dehumidifier in the work room. They are cheap, clean the air, and keep a constant low moisture level. They are very nice things to have in the house anyway. Another reason for having it in the work room is plywood itself. As you may know wood changes shape as the humidity around it changes. To avoid this I needed to seal the wood completely with a thick layer of moisture proof plastic. Before the sealing process, and during it, the wood should be very dry and the humidity level around it should be constant. Air can be dried with a heater, but a dehumidifier is better and more energy economic. Also, polyester evaporates gas when curing and sucks up water before it is sealed. Another good reason to have a dry room. Still, this dryness thing isn't critical so if you can't achieve it don't worry.
1. Creating the box

This carpenter square was not square! Neither was the factory cut corner of the plywood sheet. Don't assume anything. Get a quality square.
Building a box out of plywood seems like a pretty straight forward job, but actually there are numerous traps to fall into if you are new to the game. The box needs to be exact. All edges must be straight. All angles must be 90 degrees. All lenghts must be correct. Otherwise it won't fit togheter, and if it doesn't the glue will not work and you have a weak structure. Not to mention an ugly one. Here are some tips:
- A plywood sheet is not as thick as rated. That means a 15mm sheet is not 15mm. Measure it yourself.
- The factory made corners of a plywood sheet are not necessarily 90 degress.
- The factory cut edges are not necessarily straight.
- A plank is not necessarily straight, use a good metal straightedge while cutting with a circular blade saw.
- A ordinary good quality measuring tape is exact enough to get correct lengths.
- Get a decent carpenter square!



Tools
- Vacuum cleaner
- Circular saw
- Jigsaw
- Straight edge
- Ruler
- Tape measure
- Carpenter square
- Clamps
- Pencil
- Sand paper
- Drill with bits for hole making and screwing
- Router with bits. (optional)
Materials
- Plywood
- Screws
- Wood glue

The important things when making the box is to get the corners right, the edges straight, and the lengths correct. Precision on the millimeter is best. Don't use a cheap square. Since the cheap ones aren't correct they don't save you money, they cost you money, because the box won't fit and the wood will be wasted. Don't assume that the factory made corners on the plywood sheets are 90 degrees. Measure them and alternatively make your own corners.

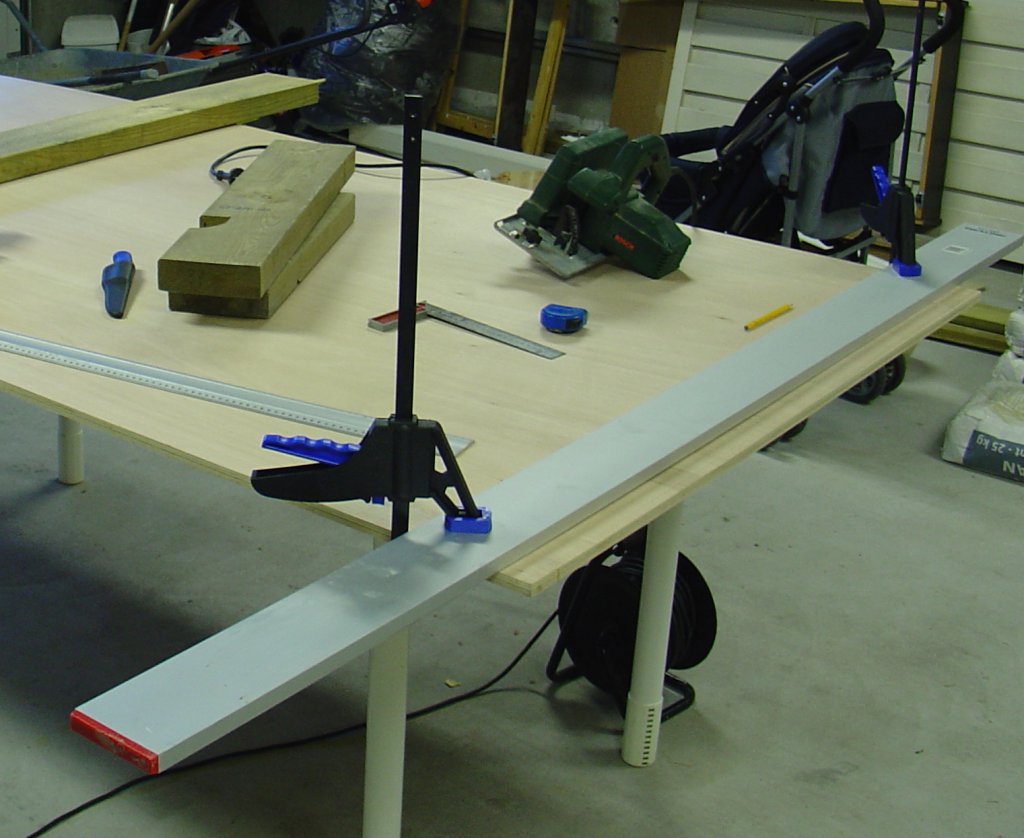
Clamp the straight edge to the sheet and use it as a saw guide to get exact, straight cuts. It requires some careful measuring and some thinking to get the sawblade to cut exactly on the right side of a pencil line, but one figures it out.

Done cutting

There are knotholes like these in the poorer grades of plywood. But that is OK.

After the sheets are cut, they should be assembled on the table and held together with clamps. Not all of them need to be assembled just enough so you know they are in the right positions relative to each other.

The screw in the picture is used to hold the box together while holes are drilled since I didn't have enough large clamps.
Then screw holes are drilled.
First a small diameter drill bit is used. A hole is made for the full length of the screw.

Holes for countersinking are made with a larger drill bit on top. After all holes are drilled. Take apart the sheets. Apply wood glue and put togheter again, this time with screws.

Carpentry work finished

Hole for overflow

Filling holes and making fillets
This is a small, but important phase before the laminating can start. The screw holes must be filled. I used polyester based car body filler which is cheap and compatible with the polyester resin.
"Fillets" must be made to round every internal corner of the tank. This is very important. The fiberglass mat should go around these corners. But it can not be bent to fit to sharp corners. So a fillet must be made to round the corner. I used a stick with a small plastic disc on it. The diameter of the disc should be at least that of the aluminium roller used to roll out the mat. My tool was not ideal. I would have preferred a flat "ice cream stick" with a round edge, but I didn't have that. The fillet should not be too large since that makes it messy to work with. Car body filler is a bit hard to work with because you have so little control on how much hardener you put into it, but with some practice it goes well. Sand down everything afterwards. You don't have to make perfect surfaces since small holes are filled by the polyester resin later.

Homemeade tool for making fillets. A small plastic disc cut out with a hole saw and glued to a stick.

Fillet

Tools and equipment for fillets and filling. I used standard and fine car body filler. The fine type was only useful for getting perfect outer surfaces before laquering.
It can be useful to have a router to round outer corners or cut out tracks for glass. But it is not strictly necessary. I decided to round the corners around the top opening to increase strength and reduce the number of fiberglass pieces.
2. Laminating



Tools and equipment
- Half mask with carbon filter
- Solvent safe gloves
- Acetone or other solvent
- Lots of paper and rags for cleaning
- Aluminium roller
- Syringe for measuring hardener
- Cups to measure resin
- Plastic containers to mix resin and clean equipment
- Cheap solvent resistant paint brushes (natural hair)
- Solvent resistant paint rollers "mohair"
- Bottle with screw cap to store the alu-roller in
- Strong scissors
- Knife
- Metal saw blade
- File
- Sand paper
Materials
- Polyester resin and hardener
- Chopped strand fiberglass mat.
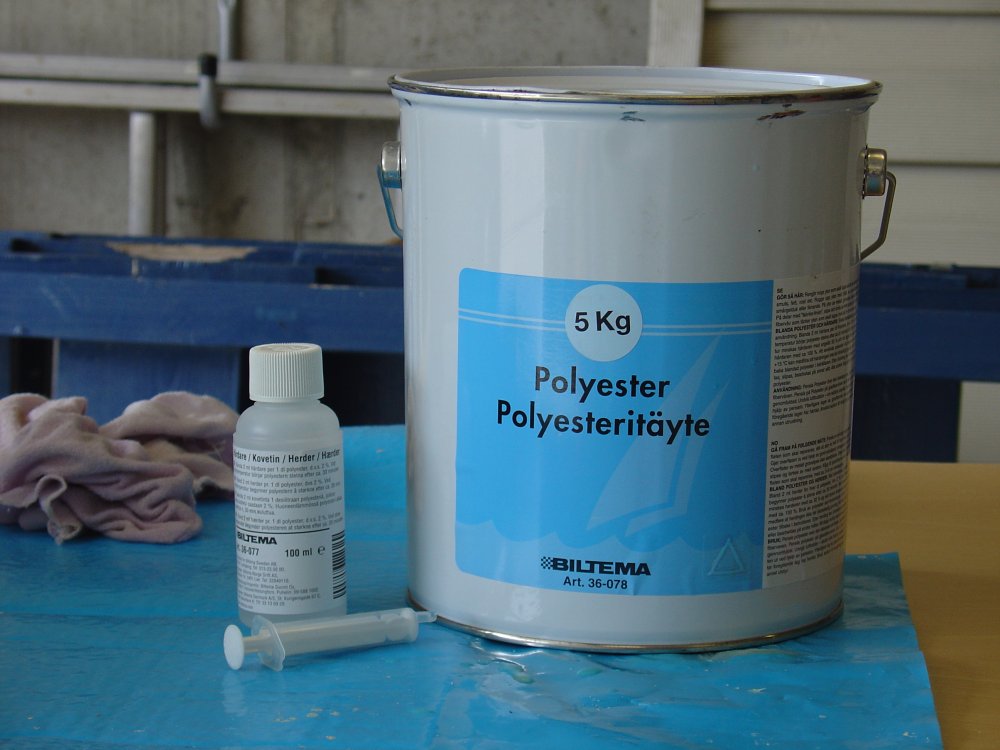
Polyester

Wetting the mat
The cheapest most regular type of polyester is called orthopolyester. If nothing else is specified then this is what you get. Polyester i different from epoxy in the sense that the 2 reactive components are already mixed in the resin. The hardener is not the second component, but an accelerator that starts the reaction between them. Therefore the mixing ratio between hardener and polyester is not all that important. Between 1 to 100 and 1 to 50 is normal. The less hardener the slower the hardening process. A slower process is said to give a stronger laminate, because the hardened polyester is a bit softer and less brittle. Strange that a softer product can be stronger, I'll explain that in a moment. Other types of resin are isopolyester, vinylester and epoxy. These are new, more high tech resins. Their chief property that makes them so much better is elasticity. Ordinary orthopolyester is so brittle that it can only be stretched 1.5% before cracking. In fact it is more brittle than the glass fibres. They can be stretched 5%. So when such a laminate is subject to strong pressure the polyester cracks long before the glass, and thus it fails. Only one third of the glass strength can be utilized. The newer resins are more elastic and can utilize the full strength of the glass. Epoxy has other properties too, like superb adhesion, that makes it the best of the group.

Too little resin combined with uneven surface caused large air pockets to form under the laminate here. Be sure to use enough resin and wet the mat thoroughly.
Polyester releases toxic styrene gas when hardening. It is therefore extremely smelly and polutes the air in the room. It is absolutely necessary to use a half mask with carbon filter when working with. Good ventilation must also be used. If you do this in a residential house, be sure to keep the right doors shut and windows open! In summer it can be a good idea to just take the whole thing outside. The solvent used for cleaning is also very toxic. Hands must be protected with gloves always. Failing to do so can lead to allergic reactions on the skin. Been there!

This is where the fillets come into play. It would be impossible to avoid air pockets under the laminate without them.
The first step in laminiating is to cut the mat. I used a pair of sharp scissors. You can't bend the mat around sharp corners. So any piece of surface surrounded by such must have its own separately cut piece of mat. The work will go faster if you can laminate large surfaces at a time, so consider rounding edges for speedier laminating. When the mats are ready, mixing the polyester is next. For 300gr/m2 and 450gr/m2 mat about one liter per square meter per layer is the right amount. You mix and lay one layer at a time. For applying the polyester you can choose between a brush and a roller. A roller is much faster and easier, but it is very hard to clean afterwards. So a brush is cheaper for small surfaces because it can be reused. After the resin is mixed it is first applied to the bare surface. The mat is then laid onto it and the rest of the polyester is applied over. After that the aluminium roller is rolled back and forth over the whole area many times. The rolling is important to make sure that the glass strands are thoroughly wetted out, pushed down, and that air bubles are pushed upwards, out of the laminate. After the first layer is finished the next one can be laid. If the first is in a difficult position, say it is on a vertical surface then one can wait until the polyester has become tacky. If you wait until the polyester has fully hardened you must sand it with 60 grit paper, vacuum and clean with solvent first.

Nice trick for cleaning the alu roller. Take off the roller itself, drop it in a bottle with solvent and shake. Let it stay there until next use.
Cleaning equipment
I just throw the paint rollers in the garabage after use. The brushes can be cleaned as follows: Wipe the bruh with a cloth. Pour som solvent into a cup and push the brush against the bottom of the cup about 50 times. Twist and turn it all the time. Wipe the brush with a cloth again and then pour some new solvent into the cup and repeat the process. After that the brush should be clean enough. The simplest technique is to let the brush stand in solvent between uses. But then you need to kep it in a closed jar or use a solvent that evaporates less quickly than acetone. The aluminium roller should be takeen apart and the roller itself put in a closed bottle with solvent.
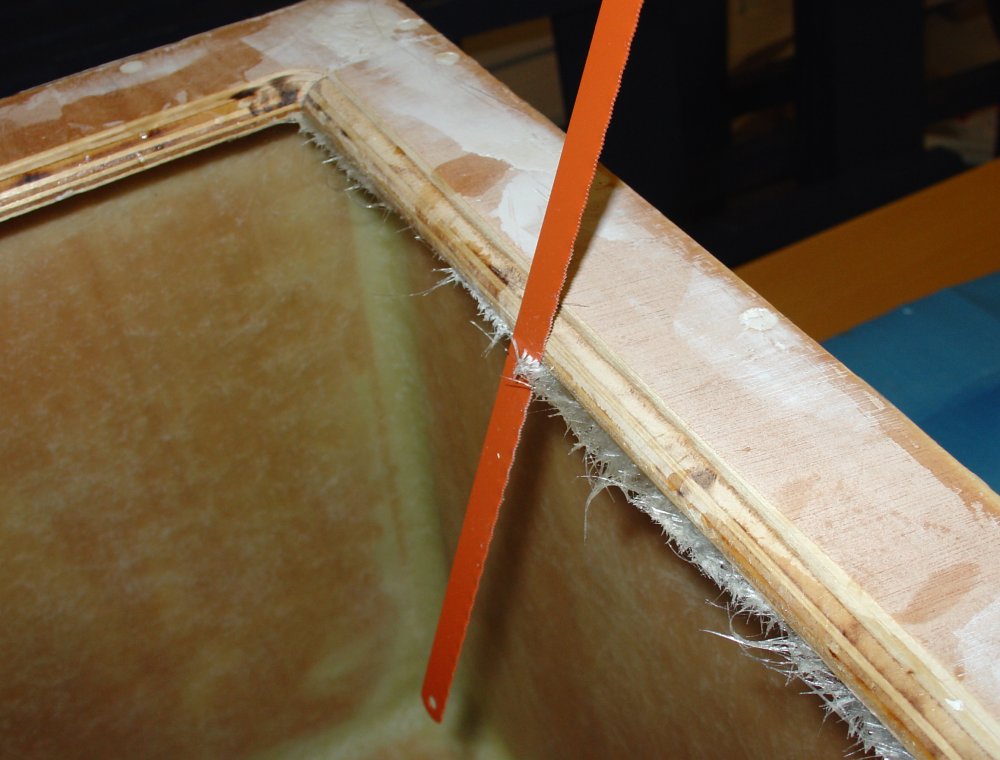
Fixing edges.
Every piece of fiberglass mat will end at a sharp corner. If the corner is an outside one the mat will have a tendency to stretch out accross the edge making a hard sharp "ridge" of laminate. his must be removed. I found using a sawblade from a small metal saw to be fine. After rough cutting with this it was easy to sand down the remainding unevenness.

Done coating with 3 internal and 2 external layers of fiberglass.

3. Surface treatment

Epoxy topcoat for contact with potable water for the inside of the tank. Polyurethane topcoat for the outside.
After the laminating the tank is technically ready for the final coating. Remember that polyester is not fully water proof and needs to be coated with an epoxy. The easiest is to just sand the whole tank with 60 grit paper and paint 3 layers of epoxy topcoat over the whole thing. This gives a very strong, but not very beautiful finish. I did this on the inside of my tanks.

The outside.
On the outside I followed a time consuming procedure to get better, but equally strong finish. I first sanded with an orbital sander. Then I smoothed with car body filler and sanded again. Then smoothed, then sanded, etc, with gradually finer paper. Finally, when it was smooth as a baby's butt I hand painted it with a 2 pack polyurethane boat laquer. I used a difficult technique with a foam tipping brush to get it fairly smooth. Much simpler and cheaper techniques can of course be used for coating the outside. Any type of interior paint can be used. Spray painting probably gives the smoothest result. Spray painting polurethane 2 pack laquer is the most professional and expensive finish you can get. The cheaper and simpler approaches give a much less durable surfaces though. So it's the usual trade off between cost and quality.

An orbital sander is great.

Using car body filler. Too much here.

After first round of sanding.

Right amount here.

Wet sanding
It was really frustrating to paint with 2 part polyurethane laquer. I couldn't get it smooth even if the surface was almost perfect before I started painting. I tried smoothing with a foam roller, but that was only a partial success. In the end I just had to live with a nonperfect result. It could be that the 500 Watts work lamp had a negative effect. The best result was achived when I just applued so moch laquer on the surface that it smoothened itself by flowing. But that required thinned laquer and a horizontal surface, of course.

This is how smooth I was able to get it with a brush.


Sump done

4. The glass

Note that the tank is elevated from the table to give access to the front of the glass for cleaning.
How to insert glass in a tank like this has been explained many other places, but I'll give a short version here. First, if possible, turn the tank with the glass frame facing down like in the picture. Rise it from the table so that you can remove excess silicone from the front glass. It's painfully hard to do when the silicone has cured. The final coat of paint must be fully cured. Sand carefully along the the frame where the silicone is to have contact with epoxy. Clean carefully with solvent. Clean the glass carefully with solvent.
Apply a single straight bead of silicone around the edge. The art here is to not have too much or too little. Too much is of course better than too little. Try to make the bead even in terms of thickness, but it is OK if you can't make it perfect. Don't add small splotches of silicone to it afterwards to make up for mistakes. Any attempt at patching it up afterwards only creates bubbles in the seal and messy areas where inspecting the seal is hard.

After cleaning front of glass.
Lower the glass onto the silicone. The silicone is sticky enough to hold the glass up so no spacers are necessary. Inspect the seal carefully, and apply slight pressure by hand, to make the glass sink just deep enough into the silicone. You will easily see if there are any areas where the seal is broken. Apply more pressure to close the seal. Don't use too much pressure. The seal doesn't have to be equally wide all the way. Just make sure there are no leaks. Now lay a new bead of silicone around the edge of the glass and smoothen with your finger. This second bead isn't strictly necessary.
After this simple job comes the real work with inserting the glass: Cleaning off excess silicone to the front. It's much better to do that before it cures. Start with scraping then clean with solvent. It can be a real pain, so you'll be glad if you managed not to use too much silicone in the first step, and not to lay the bead too close to the edge so that half of it was pushed outside.


First pane in place.
Double glazing

As an experiment I tried to make double glazing for use with cold water. It didn't work well so I can safely say that this is not the way to go. But I learned some important things.
The idea was to place a second pane of glass in a frame from the outside. Two small channels would let me fill dry air between the panes before they were plugged with epoxy glue. The dry air would simply be air taken from a compressor. I did a test and found that this air was quite dry.
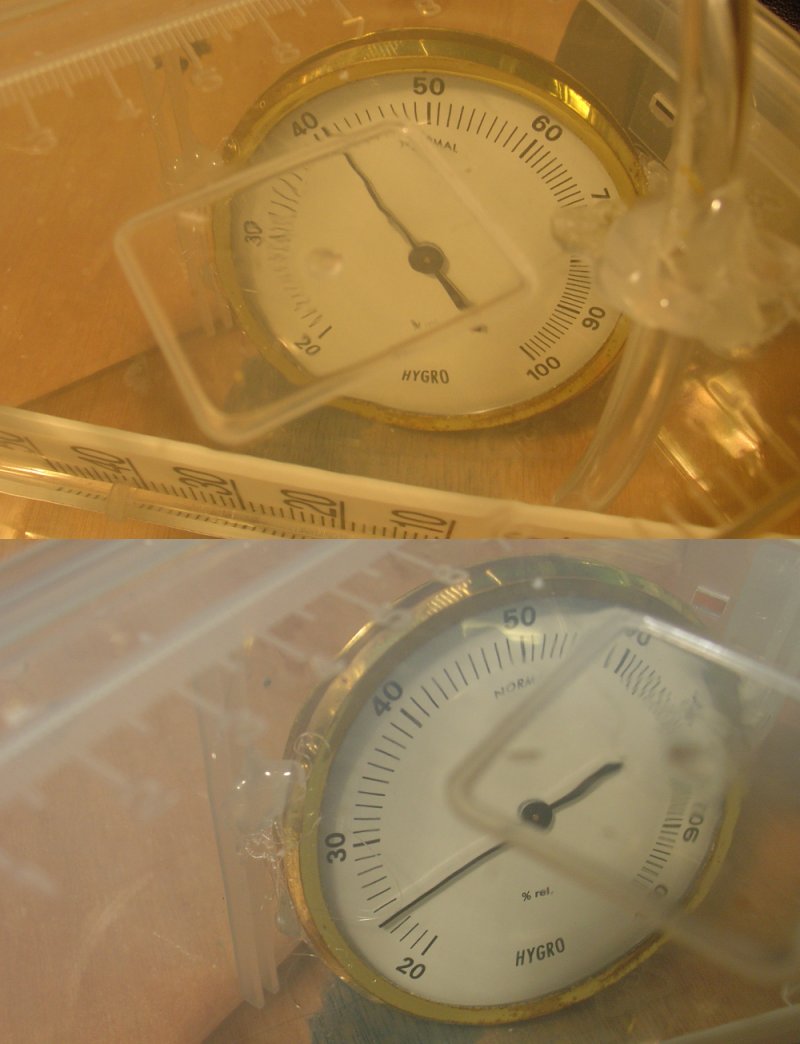

The dryness test setup
Checking for dust. And there was plenty of it.
The first problem was cleaning the glass. If found that almost impossible. There was an oily film on the glass sheets no matter what I did. It turned out that my 500 Watts work lamp was the sinner here. When I cleaned the glass without that pointing at it, it was possible to get a good result. But then there was the dust. When glass is rubbed dry with tissues it literally sucks up dust. A phenomenon caused by static electricity. I found that blowing with compressed air almost cleaned it for a few seconds. Still there was some visible dust on the glass.
The big bummer was that there was some mist forming on the inner pane when I filled cold water in the tank. I don't know exactly what failed. Maybe there was too much moisture in the air still. Maybe it was because silicone isn't fully vapor proof. If I tried this again I would use epoxy and a moisture absorbing material between the sheets.
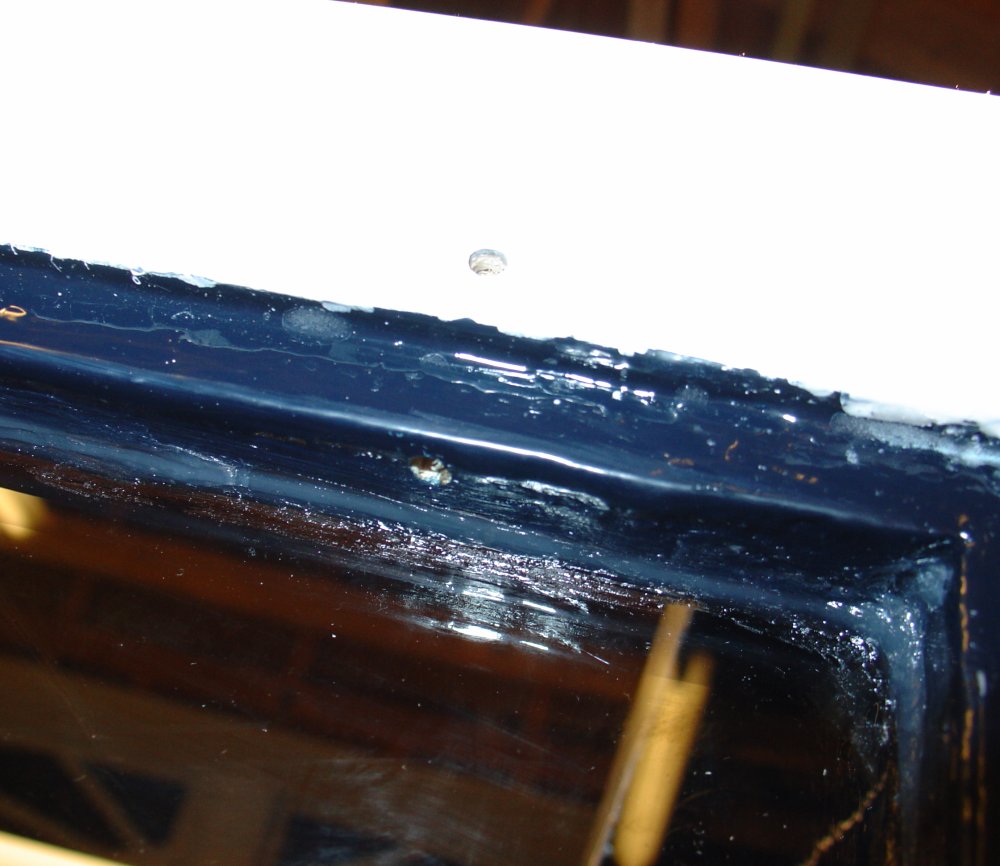
One of the air vents.


Outer pane in place.

Final touch
Around the glass I put an aluminium frame, spray painted white. That worked out well.


Spray painting alu frame.




